Bomba Misturadora Homogeneizadora Sanitária Inox 316L – Série PX-PMTU21
Aplicação
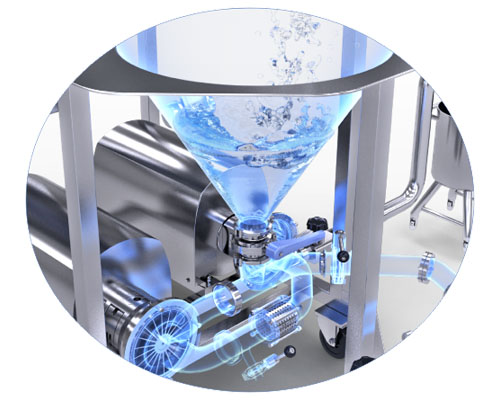
A Série PX-PMTU21 é uma bomba multifuncional de alto desempenho, projetada para processos complexos de integração entre sólidos e líquidos. Este equipamento combina diversas funções em uma única operação: mistura, cisalhamento, emulsificação, homogeneização, refino e trituração.
Comparada aos métodos de produção tradicionais, a Bomba Pronex PX-PMTU21 simplifica o fluxo de trabalho, tornando-o mais econômico e eficiente. Ela é capaz de elevar significativamente a qualidade final do produto tratado, sendo amplamente utilizada na fabricação de laticínios, cosméticos (personal care), espessantes e no setor biofarmacêutico.
Especificações Técnicas
Capacidade Máxima de Processamento (Pó): até 9.000 kg/h
Capacidade Máxima (Espessantes): até 3.000 kg/h (dependendo da viscosidade e concentração)
Temperatura Máxima de Operação: 130 °C
Material de Construção: Aço Inox 304 / 316L (Opções ASME BPE 316L disponíveis)
Acabamento Superficial: Rugosidade ≤ Ra 0,8 µm (opcionais ≤ Ra 0,6 µm e ≤ Ra 0,4 µm)
Selo Mecânico: Simples ou Duplo
Conexões de Entrada/Saída: Clamp, Rosca, Flange ou Flange Asséptico
Certificações de Referência: 3-A, FDA 177.2600, USP CLASS-II e CE
Destaques para o Cadastro (Bullet Points)
Multifuncionalidade 8 em 1: Mistura, cisalha, emulsifica, homogeneia, diferencia, refina, tritura e melhora a textura do material.
Alta Eficiência de Mistura: Reduz o tempo de processo e melhora a consistência em comparação a misturadores de tanque convencionais.
Processamento de Grandes Volumes: Capacidade de integrar até 9 toneladas de pó por hora, otimizando linhas de alta produção.
Design Sanitário Avançado: Construção em inox de alta pureza com polimento espelhado para evitar contaminações.
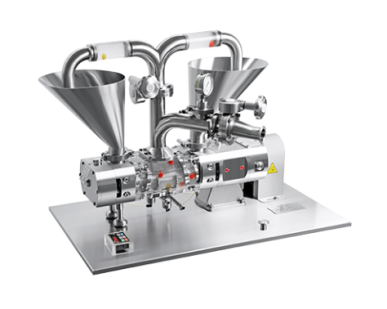
A Série PX-S-LG da Pronex representa a elite das soluções de bombeamento sanitário, oferecendo uma tecnologia de fusos duplos (twin screw) com entrada de sucção dupla. Esta bomba é projetada para realizar múltiplas tarefas e processar fluidos bidirecionalmente, sendo capaz de operar de forma reversível sem perda de eficiência. É a solução definitiva para o transporte flexível de materiais sensíveis, desde fluidos de baixa até altíssima viscosidade.
Seu design inovador garante um fluxo contínuo e sem pulsação, preservando a integridade de produtos que contenham partículas sólidas de até 39 mm. Além de sua performance em processos produtivos, a Série PX-S-LG funciona perfeitamente como uma bomba de limpeza CIP, eliminando a necessidade de bombas auxiliares e simplificando o layout da sua planta industrial.
A Série PX-USG-L da Pronex é uma solução de monitoramento visual inteligente, projetada para reatores biológicos, misturadores de laboratório e tanques de processamento nos setores farmacêutico e de bebidas. Este equipamento resolve dois grandes desafios da inspeção visual: a falta de luminosidade interna e o embaçamento/incrustação do vidro.
Equipado com uma luminária LED de alta potência (luz fria branca) e um dispositivo raspador de poeira/resíduos, este visor garante visibilidade cristalina mesmo quando o vidro está em contato prolongado com o meio. A opção de alimentação sem fio (recarregável) elimina a necessidade de cabos complexos em áreas de difícil acesso, oferecendo uma autonomia de até 3 meses por carga.
A Série PX-JZ1 é uma bomba de homogeneização e emulsificação em linha projetada para produção contínua.Seu funcionamento baseia-se em um sistema avançado de estator e rotor, onde o material é processado através de 6 a 10 camadas de cisalhamento. Este equipamento é capaz de dispersar, refinar, triturar e misturar materiais com extrema eficiência.
Em comparação aos métodos tradicionais, a Bomba PX-JZ1 simplifica o processo produtivo e otimiza a qualidade final de produtos em diversos setores, como o farmacêutico, cosmético (cuidados diários), revestimentos e defensivos agrícolas. É a solução ideal para quem busca uma textura fina e homogênea em larga escala.
A Série PX-HF-CANNED da Pronex é uma solução de engenharia de alta precisão desenvolvida especificamente para processos de envase (canning/filling) que exigem alta frequência e controle rigoroso de nível. Equipada com um atuador de cilindro de duplo estágio, esta válvula permite alternar entre fluxos distintos para otimizar o tempo de ciclo e garantir desperdício zero de material.
Seu princípio de funcionamento é ideal para evitar transbordamentos: a válvula inicia o envase com vazão máxima e, ao atingir cerca de 70-80% do nível do frasco, aciona o segundo estágio para uma finalização de fluxo reduzido e ajustável. Além de sua precisão, destaca-se pela durabilidade extrema, suportando até 8 milhões de ciclos em pressões de 2 bar, tornando-a o padrão ouro para indústrias farmacêuticas e de bebidas premium.